
Selecting a Blast Nozzle - it’s as easy as 1, 2, 3
1. Choose Your Nozzle Bore Size
Abrasive blasting, often referred to as Sandblasting, requires appropriate equipment for maximum productivity. Select the appropriate nozzle bore size for your sandblast project from the table below based on the desired blast pressure, available air pressure and volume of air flow. Elcometer supply a wide range of sandblasting nozzle orifice sizes from 3.2mm (1/8") to 19mm (3/4") internal diameter.
Nozzle Bore Size
Using a larger nozzle orifice size produces a greater blast coverage area but requires a greater air capacity (cfm or m3/min) to ‘power’ the nozzle. A smaller nozzle size will typically produce a narrower blast pattern and consume less air. To maximise the potential benefits of using a larger blast nozzle diameter it is essential to ‘supply’ the nozzle with the correct air & media mix at sufficient speed and pressure. The choice of blast nozzle is therefore determined by the available air flow produced by the compressor. If a larger blast nozzle is chosen, then a higher air capacity is required to ensure efficiency in sandblasting projects.
The table below shows the correlation between volume of air, nozzle size and nozzle pressure and is often used in the industry to select nozzle size. Its real benefit is to select the optimum nozzle size for the nozzle pressure required to carry out the job. If the user requires a nozzle pressure of 100psi (6.89bar) for optimum sandblasting and is using a ½” #8 nozzle diameter then they would need a 340cfm (9.63m3/min) rated compressor. If a 222cfm compressor was used then the resultant nozzle pressure using the same #8 nozzle would be reduced from 100psi to 60psi (4.14bar), meaning the blast efficiency would be reduced by 50%.
Nozzle Pressure psi (bar) |
|
||||||||
| Volume of Air - cfm (m³/min) | 50 | 60 | 70 | 80 | 90 | 100 | 125 | 150 |
Nozzle Size & Orifice Diameter |
| (3.45) | (4.14) | (4.83) | (5.52) | (6.21) | (6.89) | (8.62) | (10.34) | ||
| 12 | 13 | 15 | 17 | 19 | 21 | 25 | 29 | #2 | |
| (0.34) | (0.37) | (0.42) | (0.48) | (0.54) | (0.59) | (0.71) | (0.82) | 3.2mm - 1/8" | |
| 25 | 30 | 34 | 38 | 42 | 46 | 56 | 67 | #3 | |
| (0.71) | (0.85) | (0.96) | (1.10) | (1.19) | (1.30) | (1.59) | (1.90) | 4.8mm - 3/16" | |
| 47 | 54 | 61 | 68 | 75 | 81 | 98 | 115 | #4 | |
| (1.33) | (1.53) | (1.73) | (1.93) | (2.12) | (2.30) | (2.77) | (3.26) | 6.35mm - 1/4" | |
| 76 | 89 | 101 | 114 | 126 | 138 | 169 | 200 | #5 | |
| (2.15) | (2.52) | (2.86) | (3.22) | (3.56) | (3.90) | (4.78) | (5.66) | 8mm 5/16" | |
| 107 | 125 | 143 | 161 | 179 | 197 | 242 | 287 | #6 | |
| (3.02) | (3.54) | (4.04) | (4.55) | (5.06) | (5.57) | (6.85) | (8.12) | 9.5mm - 3/8" | |
| 149 | 171 | 193 | 215 | 237 | 259 | 314 | 369 | #7 | |
| (4.21) | (4.84) | (5.46) | (6.09) | (6.71) | (7.33) | (8.89) | (10.44) | 11mm - 7/16" | |
| 193 | 222 | 252 | 281 | 310 | 340 | 412 | 485 | #8 | |
| (5.46) | (6.28) | (7.13) | (7.95) | (8.77) | (9.63) | (11.66) | (13.73) | 12.5mm - 1/2" | |
| 305 | 353 | 401 | 449 | 497 | 545 | 665 | 785 | #10 | |
| (8.63) | (9.99) | (11.35) | (12.71) | (14.07) | (15.43) | (18.83) | (22.22) | 16mm - 5/8" | |
| 401 | 488 | 574 | 661 | 747 | 833 | 1050 | 1266 | #12 | |
| (11.35) | (13.81) | (16.25) | (18.71) | (21.15) | (23.58) | (29.73) | (35.84) | 19mm - 3/4" | |
Elcometer recommend that air flow rates from the compressor of greater than 50CFM (1.4 m3/min) should be used with these blast machines.
2. Choose Your Thread, Jacket and Lining
PED Threads
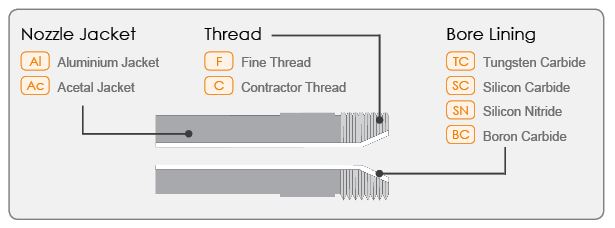
ASME Threads
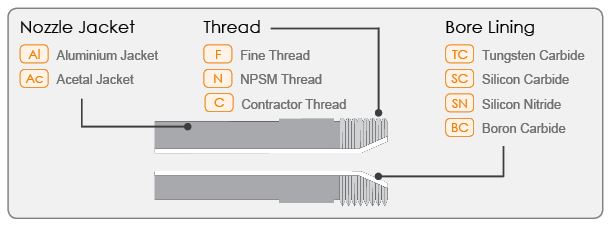
Once you have determined the nozzle size, you now need to choose the material of the bore lining inside the nozzle and the material of the jacket protecting the bore. You also need to consider which style of thread best suits your sandblasting needs; fine thread or contractor thread.
Nozzle Jacket
Acetal Jacket: Elcometer’s acetal jackets are lightweight whilst still providing impact protection.
Aluminium Jacket: Elcometer’s aluminium jackets offer a very high level of protection against impact damage.
PED Threads
Contractor Thread 51mm (2")
The contractor thread has become the industry standard, at 4½ threads per inch (TPI), this style greatly reduces the chance of cross threading and is much easier to attach than a fine thread. Contractor threads are safer at high pressures and reduces chance of binding/galling.
Fine Thread 19mm (3/4")
Fine threads are typically used on smaller diameter hoses and are used with the Elcometer 1020 Abrasive Blast Machine.
ASME Threads
Contractor Thread
Industry standard thread at 4½ threads per inch (TPI) (114mm), this style greatly reduces the chance of cross threading and is much easier to install.
NPSM Thread
The National Standard Free-Fitting Straight Mechanical Pipe Thread (NPSM) is the Industry standard straight thread used widely in North America.
Fine Thread
Fine threads are typically used on smaller diameter hoses and are used with the Elcometer 1020 Abrasive Blast Machine.
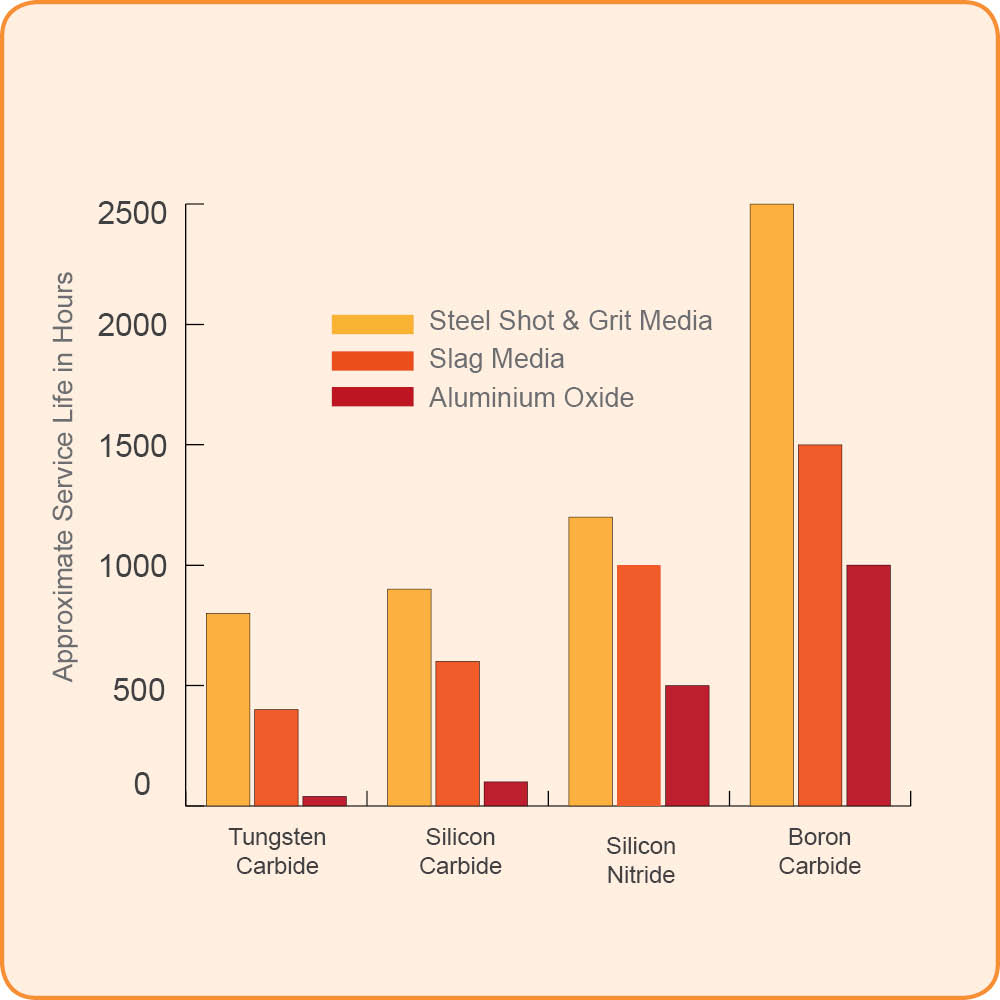
Bore Lining
Tungsten Carbide: The least durable of the carbide nozzles, but relatively inexpensive & resistant to impact. Ideal for areas when rough handling can’t be avoided and mineral, glass or coal slag abrasives are being used.
Silicon Carbide: Impact resistant and durable, like tungsten carbide, but approximately one-third of the weight, causing less operator strain. Ideal for jobs that require long periods of blasting.
Silicon Nitride: Silicon Nitride has outstanding wear resistant properties and as it is up to 50% lighter than other nozzles of the same size, can significantly reduce operator fatigue.
Boron Carbide: Extremely hard wearing, durable and up to ten times the longevity of tungsten carbide. Ideal for aggressive abrasives.
Nozzle Service Life in Hours
Replacing Your Blast Nozzle
A small increase in the nozzle size will result in a very large increase in air and abrasive consumption and adversely affect sandblasting efficiency. To ensure your sandblast nozzle provides continuous high production, as a general rule, replace your blast nozzle when the orifice wears by 1 nozzle size, when a #2 nozzle becomes the size of a #3 nozzle, for example.
The Elcometer 103 Blast Nozzle Gauge can accurately and easily measure your blast nozzle’s orifice size.
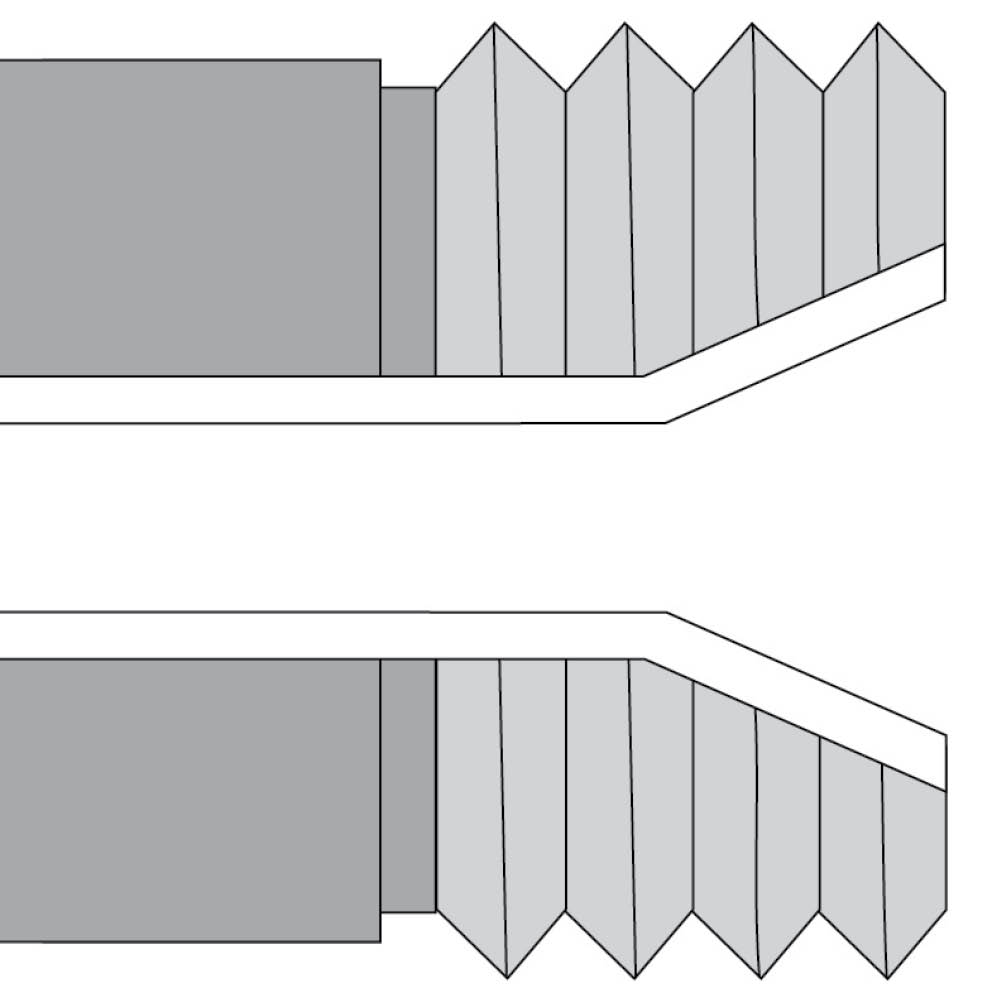
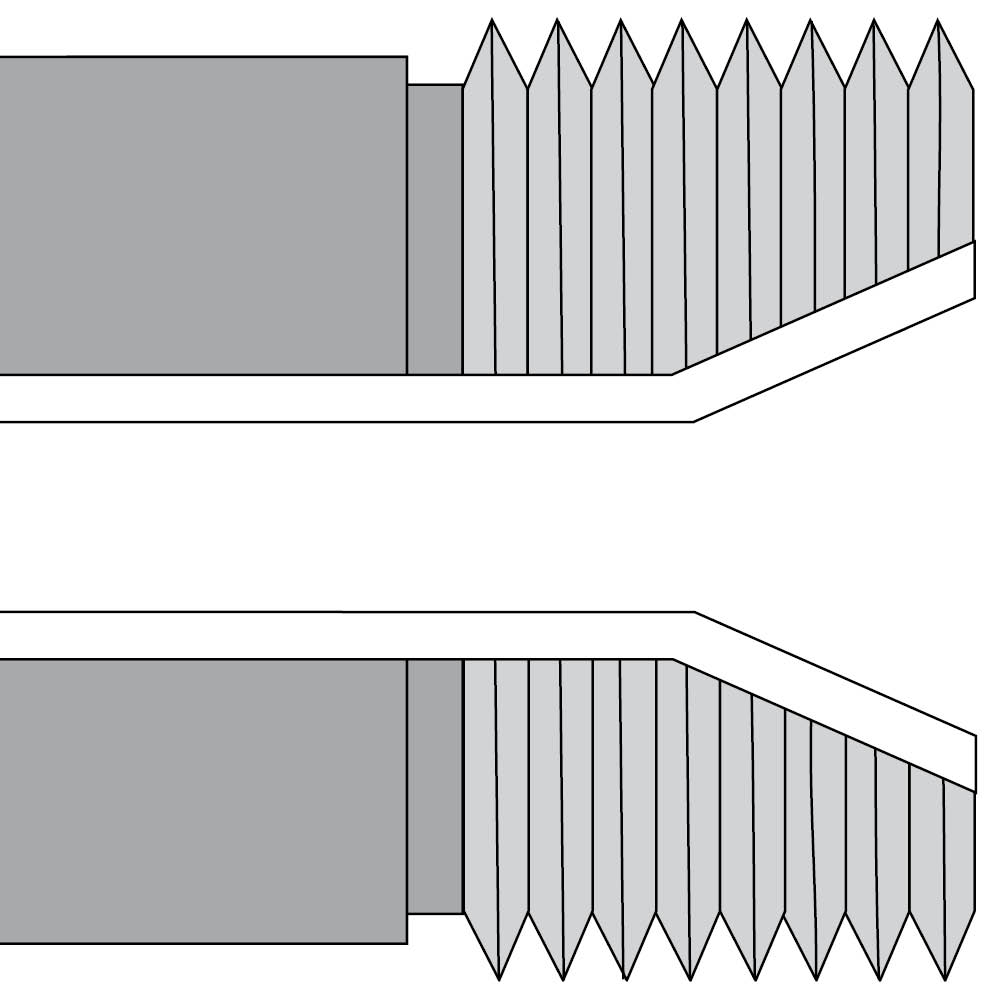
3. Choose Your Bore Shape
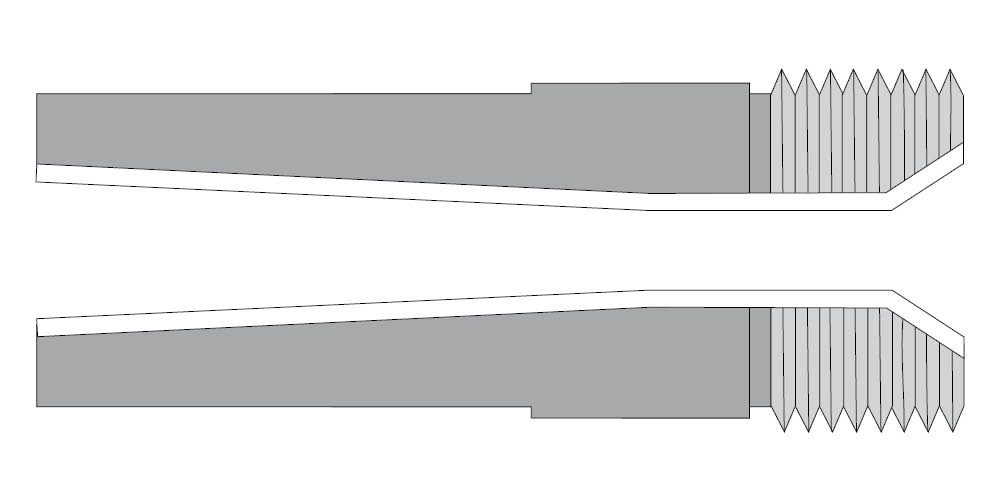
In order to achieve maximum sandblasting performance it is important to choose the correct bore shape for your application. A nozzle’s bore shape determines its blast pattern. Nozzles come in two basic shapes: straight bore and Venturi bore, with several variations of Venturi bore nozzles available.
Straight Bore Nozzles:
 Straight bore nozzles create a tight blast pattern for spot blasting or blast cabinet work. Ideal for smaller jobs such as parts cleaning, weld seam shaping, cleaning handrails, steps, grillwork or carving stone and other materials.
Straight bore nozzles create a tight blast pattern for spot blasting or blast cabinet work. Ideal for smaller jobs such as parts cleaning, weld seam shaping, cleaning handrails, steps, grillwork or carving stone and other materials.
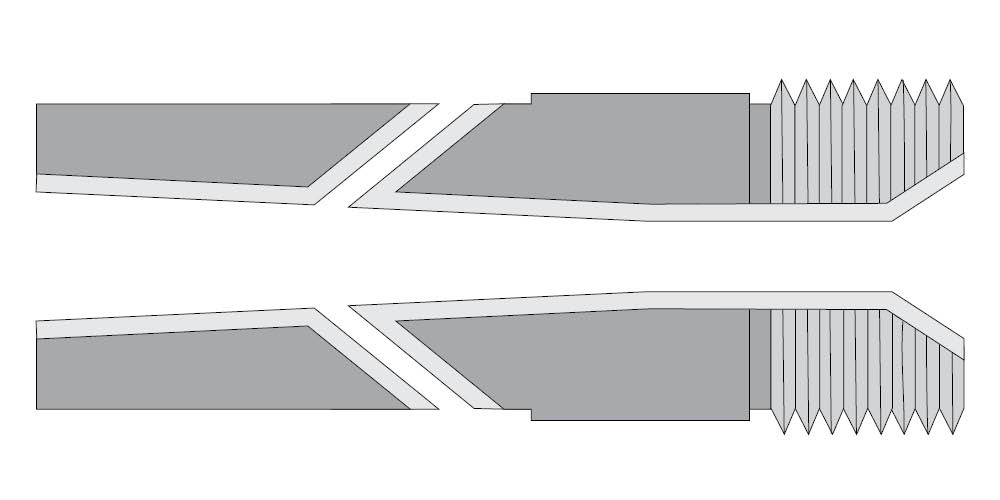
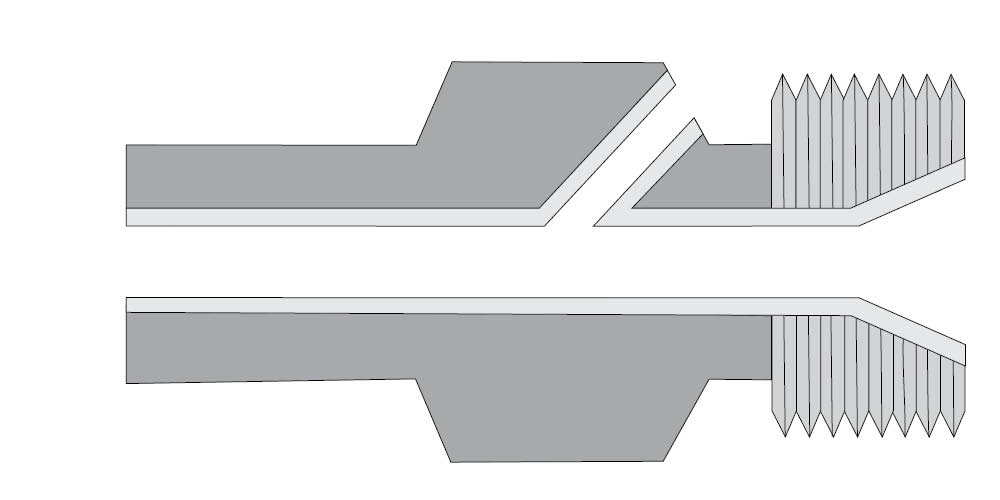
Venturi Bore Nozzles:
 Featuring a converging entry and a diverging exit, Venturi nozzles create a wide blast pattern and increase abrasive velocity. Venturi nozzles are ideal for greater productivity when blasting larger surfaces.
Featuring a converging entry and a diverging exit, Venturi nozzles create a wide blast pattern and increase abrasive velocity. Venturi nozzles are ideal for greater productivity when blasting larger surfaces.
As well as the standard straight and Venturi nozzles, Elcometer also supply double Venturi nozzles, angled nozzles and nozzles with water jet systems, to suit your specific application.
Double Venturi:
 Featuring a wide exit opening with holes at the diverging end to allow the insertion of atmospheric air into the downstream segment, increasing the size of the blast pattern and abrasive velocity.
Featuring a wide exit opening with holes at the diverging end to allow the insertion of atmospheric air into the downstream segment, increasing the size of the blast pattern and abrasive velocity.
Angled Nozzles:
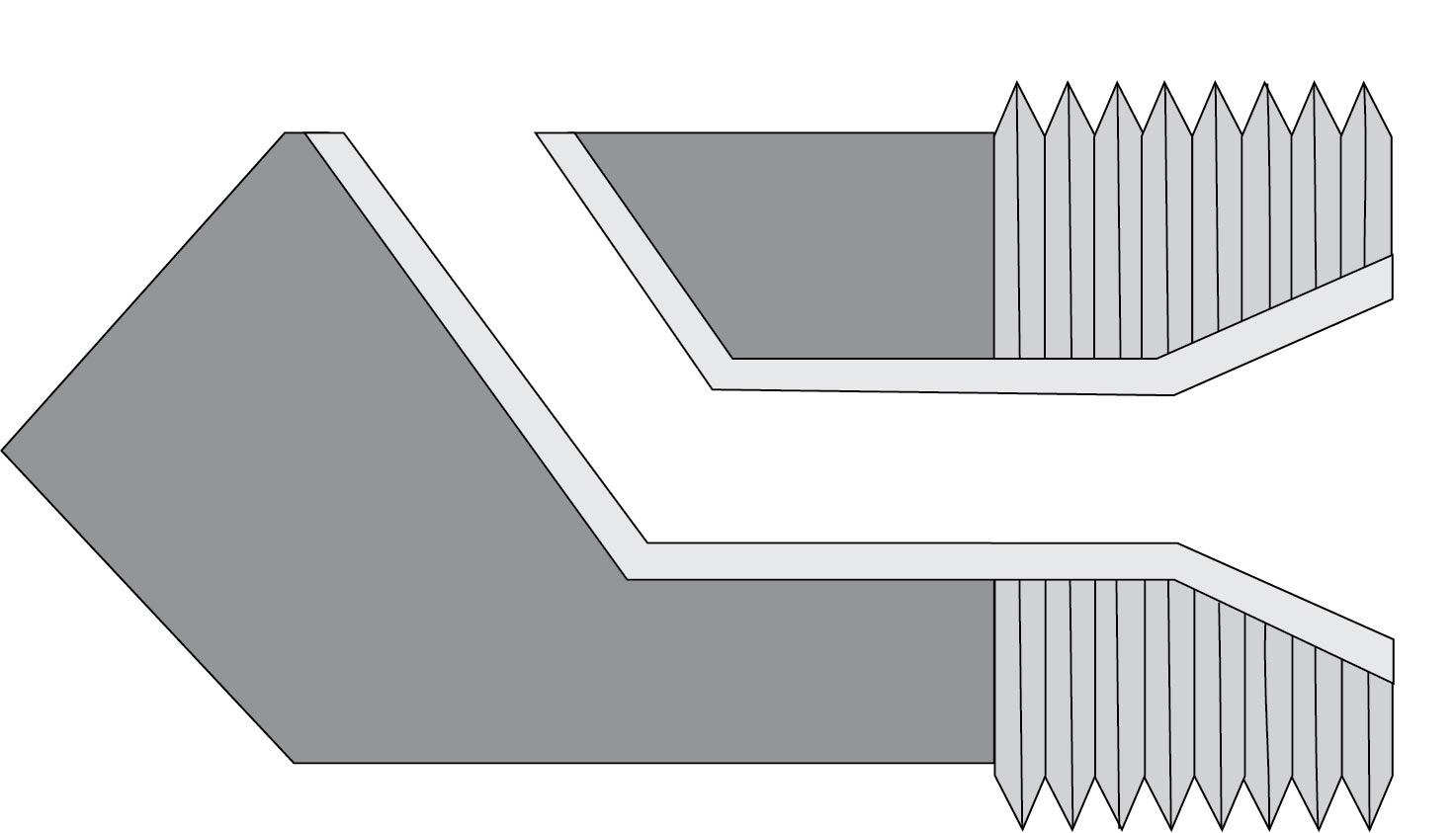 Angled blast nozzles are ideal for when blasting is required inside pipes, behind ledges, flanges of beams, inside cavities or other hard-to-reach places.
Angled blast nozzles are ideal for when blasting is required inside pipes, behind ledges, flanges of beams, inside cavities or other hard-to-reach places.
Water Jet System:
 The water jet system mixes water with the abrasive inside a chamber within the jacket, reducing the amount of dust placed into the atmosphere. Ideal for harder abrasives when dust control is needed.
The water jet system mixes water with the abrasive inside a chamber within the jacket, reducing the amount of dust placed into the atmosphere. Ideal for harder abrasives when dust control is needed.